
技術文章
Technical articles 熱門搜索:
P760/01_2760nm單模垂直腔面發射激光器
VCSEL-20-M激光控制驅動器
ZNSP25.4-1IR拋光硫化鋅(ZnS)多光譜(透明)窗片 0.37-13.5um 25.4X1.0mm(晶體/棱鏡
Frequad-W-CW DUV 單頻連續激光器 213nm 10mW Frequad-W
HB-C0BFAS0832x4 QPSK C波段相干混頻器(信號解調/鎖相放大器等)
ER40-6/125截止波長1300nm 高摻雜EDF摻鉺光纖
SNA-4-FC-UPC日本精工法蘭FC/UPC(連接器/光纖束/光纜)
GD5210Y-2-2-TO46905nm 硅雪崩光電二極管 400-1100nm
WISTSense Point 緊湊型高精度光纖傳感器解調儀(信號解調/鎖相放大器等)
CO2激光光譜分析儀
1030nm超短脈沖種子激光器PS-PSL-1030
FLEX-BF裸光纖研磨機
NANOFIBER-400-9-SA干涉型單模微納光纖傳感器 1270-2000nm
350-2000nm 1倍紅外觀察鏡
高能激光光譜光束組合的光柵 (色散勻化片)
S+C+L波段 160nm可調諧帶通濾波器
熱門搜索:
P760/01_2760nm單模垂直腔面發射激光器
VCSEL-20-M激光控制驅動器
ZNSP25.4-1IR拋光硫化鋅(ZnS)多光譜(透明)窗片 0.37-13.5um 25.4X1.0mm(晶體/棱鏡
Frequad-W-CW DUV 單頻連續激光器 213nm 10mW Frequad-W
HB-C0BFAS0832x4 QPSK C波段相干混頻器(信號解調/鎖相放大器等)
ER40-6/125截止波長1300nm 高摻雜EDF摻鉺光纖
SNA-4-FC-UPC日本精工法蘭FC/UPC(連接器/光纖束/光纜)
GD5210Y-2-2-TO46905nm 硅雪崩光電二極管 400-1100nm
WISTSense Point 緊湊型高精度光纖傳感器解調儀(信號解調/鎖相放大器等)
CO2激光光譜分析儀
1030nm超短脈沖種子激光器PS-PSL-1030
FLEX-BF裸光纖研磨機
NANOFIBER-400-9-SA干涉型單模微納光纖傳感器 1270-2000nm
350-2000nm 1倍紅外觀察鏡
高能激光光譜光束組合的光柵 (色散勻化片)
S+C+L波段 160nm可調諧帶通濾波器
 更新時間:2025-12-25
更新時間:2025-12-25 點擊次數:15
點擊次數:15
封面展示了水導激光技術加工航空發動機部件的場景。水導激光加工技術具有優異的航空材料加工適應性,在精密制造領域中展現出廣闊的發展前景。綠色激光與水射流通過水導系統精準作用于機械部件,直觀呈現了“水-光協同"的核心原理,即水射流引導激光實現無熱損傷、高精度的加工效果,契合了當前綠色制造的產業趨勢。
一 研究背景
激光因其能實現微納尺度內的高能定向傳輸,已成為精密制造領域的核心技術手段,其中添加了水輔助的水復合激光加工技術極大地提高了激光加工的質量。但因焦深范圍有限,激光加工效率偏低,一定程度上制約了其在工業規模化生產中的應用。
水導激光作為一種高效的加工技術,借助高速水射流在激光脈沖間隙將加工區域冷卻至水溫,可有效減少多脈沖導致的局部熱積聚與熱膨脹,顯著提升加工質量;同時,基于全反射效應,光束能在水射流中高效傳播,大幅提高加工效率。
上海大學戴曄教授課題組系統綜述了水下激光加工、水射流輔助激光加工和水導激光加工三種水復合激光加工技術的原理、設備組成及應用進展。研究表明,水導激光技術憑借其獨特的水射流引導機制,在航空航天、微電子等領域的精密加工中展現出突出優勢。文章詳細分析了穩定水射流形成的影響因素,探討了氣體輔助、激光耦合等關鍵技術挑戰,并對未來發展方向提出了展望,為精密制造領域提供了重要的理論參考和技術指導。
二 水復合加工技術原理
三種水復合激光加工技術:水下激光加工技術、水射流輔助激光加工技術與水導激光加工技術,其核心雖然都是通過水抑制激光加工過程中產生的熱效應,但它們的技術原理有所不同,如圖1 所示。
水下激光加工技術以其裝置結構簡單而具有顯著優勢,并且能兼容多種激光光源(如飛秒激光與CO2激光),表現出廣泛的適用性。然而,當樣品置于靜止水體中時,該技術對加工區域的冷卻效率以及對熔渣的沖刷效果較為有限,這可能會影響加工精度與材料的表面質量。
水射流輔助激光加工技術通過引入高壓水射流,顯著提高了加工區域的冷卻效率以及對熔渣的清除能力。然而,實驗結果表明,該技術在加工效率和表面質量方面仍然存在局限性。
水導激光加工技術通過將激光束耦合至水射流中進行傳輸,顯著提高了加工效率和加工質量。然而,該技術的大規模應用與發展仍面臨挑戰,主要挑戰是高昂的設備成本以及復雜的系統集成要求。
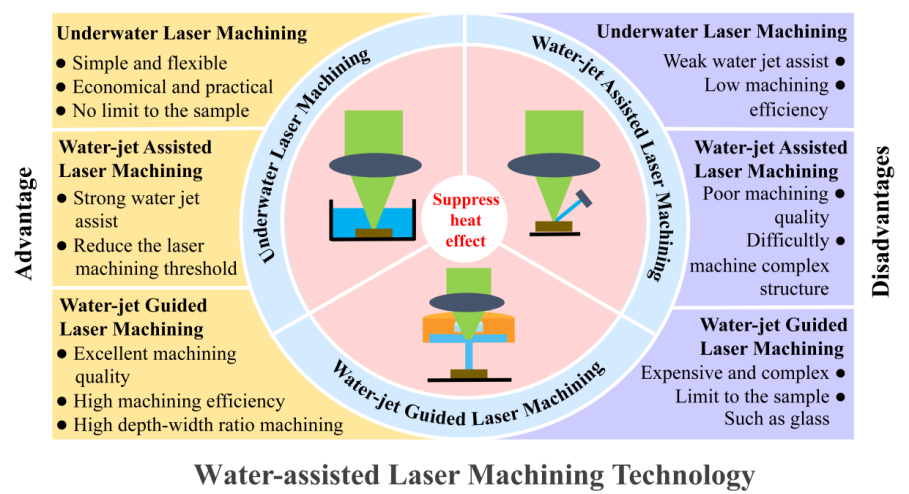
圖1 水復合激光加工技術
三 水復合激光加工關聯技術
在水復合激光加工技術中,水下激光加工技術是實現的在激光加工過程中用水進行冷卻的技術,但由于靜態水的冷卻效果不佳,所以發展出了利用高速水射流進行輔助加工的技術,其中包括穩定高壓水技術、激光耦合技術與氣體輔助技術等。
而水導激光加工設備中具有許多復雜的工程問題。其中激光耦合器是整個水導激光耦合系統的關鍵組成部分,其結構如圖2所示。高壓水通過兩側的進水口進入激光耦合器,最后從水腔底部中心的噴嘴射出,形成水射流。激光在耦合到水射流的過程中,需要經過如圖2(b)所示的三個不同的介質層:空氣、光學窗口和水層。由物鏡聚焦的激光經過兩側折射后最終以角度 θ3耦合到噴嘴的入口端面,然后在滿足全反射的條件下,通過水射流形成的水束進行傳輸。
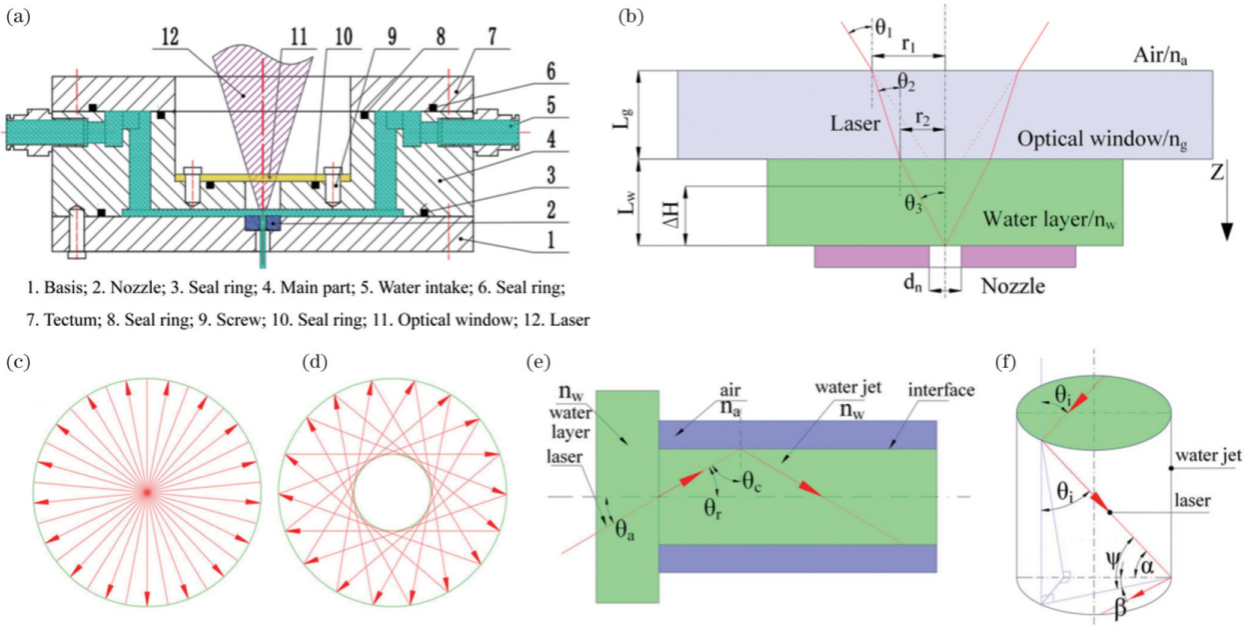
圖2 水導激光耦合示意圖
四 水復合加工技術的應用
4.1 水下激光加工技術應用
水下激光加工可顯著改善通孔的側壁質量,但形貌分析表明所得通孔仍存在特征錐度,這種幾何缺陷主要源于激光焦點動態調控過程中的能量梯度效應,隨著焦點深度h增加,激光能量密度呈指數衰減。
江蘇大學的任乃飛教授等利用單脈沖能量為120 μJ的飛秒激光對厚度為1 mm的氧化鋁陶瓷進行通孔加工。圖3(a)和(b)分別展示了在空氣與水下加工通孔的入口圖、出口圖與截面圖。他們的研究發現了在水下加工時,當脈沖重復率大于 50 kHz 時,隨著脈沖重復頻率增加,產生的等離子體增多,受水約束的等離子體相應增加,等離子體的屏蔽效應增強,減弱了水輔助效果,從而導致孔截面錐度增大,孔質量相應下降。
南京農業大學的章永年教授等利用波長為532 nm、脈寬10 ps的激光對304不銹鋼進行加工,通過水輔助的方法獲得了高縱深比的通孔結構,如圖3(c)所示。由圖3(d)可以看出,隨著激光能量增大,通孔的錐度減小。揭示了隨著脈沖能量增加,激光在水中引起的等離子體密度增大,從而產生更強大的沖擊波,提高了材料的去除率。

圖3 水下激光加工技術應用
4.2 水射流輔助激光加工技術應用
水射流輔助激光加工技術通過高壓水射流與激光的協同作用,高速水射流產生的瞬時剪切應力可有效剝離激光軟化層,使材料去除效率顯著提升,并且由于水的冷卻顯著提升了微通道加工質量。
上海交通大學的沈洪教授等利用水射流輔助激光加工技術對鎳基高溫合金進行打孔研究。圖4(a)與(b)分別顯示了皮秒激光在空氣和水射流輔助環境下,在不同的脈沖數下孔洞形貌演化的掃描電鏡圖像。可以發現,在低脈沖數下由于表面水層的存在,水射流輔助加工的效率明顯低于在空氣中的加工。但水射流輔助加工由于水射流的沖刷帶走了熔融材料,孔洞周圍沒有出現明顯的熔融材料堆積,相較于傳統加工方法提升了加工質量。
江蘇大學的朱浩教授等在水射流輔助皮秒激光加工鎳基高溫合金通孔的基礎上,增加了電化學腐蝕作為后處理方式,又進一步提高了加工通孔質量,如圖4(c-d)所示。

圖4 水射流輔助激光加工技術應用
4.3 水導激光加工技術應用
水導激光加工技術因其獨特的長工作距離特性和同軸高壓水射流的持續冷卻作用,在大尺度通孔加工領域展現出顯著優勢。該技術通過穩定的射流引導高能激光和高效的冷卻機制,為實現無錐度(錐角<1°)的高質量通孔加工提供了一種具有工程可行性的解決方案。
寧波材料所的張文武教授等采用水導激光技術對Cf/SiC復合材料進行鉆孔加工,系統研究了加工參數對微孔深度和質量的影響,并得到了平均直徑為510 µm,深度4.1 mm,深徑比為8.03的通孔。相較于傳統加工方法其橫截面沒有明顯的熱影響區,側壁錐度僅為0.72°,且內壁碳纖維沒有發生變形與損壞如圖5(a-h)所示。
哈爾濱工業大學的楊立軍教授等使用水導激光在厚8.5 mm的TBC合金上實現了高質量的45°傾斜通孔制備,其深徑比可達20,如圖5(i-l)所示。斜孔在入口處沒有明顯的陶瓷破碎,在出口處沒有明顯的金屬毛刺。內表面的熱屏障涂層、黏結層和基底層之間無縫過渡,沒有明顯的缺陷或界面分層。證明了水導激光在復合材料加工領域的強大能力。
本課題組也利用寧波飛納激光技術有限公司研制的水導激光加工裝備對3毫米厚的鈮硅合金進行了加工,在20秒內可以得到直徑1 mm、錐度僅為0.0016°的通孔,此外,我們還打出了縱橫比達18的“SHU"字母標識異形通孔。

圖5 水導激光加工技術應用
五 總結與展望
水復合激光加工技術是一種綠色環保的加工方法,隨著技術的不斷進步和市場的不斷拓展,未來將迎來更加廣闊的發展空間和機遇。它將與其他技術進行融合和創新,如與計算機輔助設計和計算機輔助制造技術相結合,實現更加自動化和智能化的加工過程。隨著對水復合激光加工技術研究的深入和工藝的不斷優化,其材料加工范圍也將進一步拓展,適用于更多種類和更復雜形狀的材料加工需求。
水復合激光加工技術作為一種復合加工技術,正在為制造業的綠色轉型注入新的動力。隨著技術的不斷成熟與應用擴展,我們相信這一類技術能夠在更多領域實現突破,推動相關制造裝備的快速發展。
參考文獻: 中國光學期刊網
您好,可以免費咨詢技術客服[Daisy]
筱曉(上海)光子技術有限公司
歡迎大家給我們留言,私信我們會詳細解答,分享產品鏈接給您。
免責聲明:
資訊內容來源于互聯網,不代表本網站及新媒體平臺贊同其觀點和對其真實性負責。如對文、圖等版權問題存在異議的,請聯系我們將協調給予刪除處理。行業資訊僅供參考,不存在競爭的經濟利益。
 當前位置:
當前位置:
